

ALD Vacuum Technologies GmbH’s new image recognition software analyzes evaporation and melting processes in vacuum systems and detects critical deviations from the target process at an early stage. In demanding coating processes, such as those used in the aerospace industry, even the smallest deviations can lead to significant costs. This is precisely where the ALD EXPERT – EB Vision Monitoring solution can provide support by alerting the operator to process deviations at an early stage.
The challenge: stringent quality requirements in ceramic coating
Aircraft engines are extremely complex machines. Their production places the highest demands on the quality of every process step and result. Using coating systems from ALD Vacuum Technologies, turbine blades, for example, are coated with an ultra-thin ceramic layer. Its primary purpose is thermal insulation, since very high temperatures prevail inside the turbine, approaching the load limits of the materials.
The ceramic coating extends engine service life, increases operational safety, and improves efficiency. To achieve this, however, it must be applied with a precisely defined coating thickness distribution. Even minor process deviations alter the quality of the coating and may, in some cases, render an entire production batch unusable. As a result, material costs, energy consumption, and labor costs accumulate.
Regulatory requirements and limited process visibility
In aerospace, quality requirements are stringent. In this highly regulated sector, complete documentation is essential in order to demonstrate compliance with standards and legal requirements for the processes performed.
Process parameters, system states, and process results in ALD Vacuum Technologies systems must be recorded consistently and documented sustainably for subsequent processing.
There are also practical challenges. The coating process takes place in a closed vacuum chamber that can only be observed manually through a small viewport. Furthermore, sensors record individual measured values. However, these are generally insufficient for comprehensive, continuous, and reproducible process control and quality documentation. Instead, digital, camera-based process monitoring is required.
The challenges at a glance
- •Targeted coating thickness distribution of the ceramic layer required
- •Limited visibility for the operator into the closed vacuum chamber
- •Conventional sensors capture only isolated measurement values
- •Extensive regulatory documentation obligations in aerospace
The solution: Automated camera-based process monitoring for vacuum systems
Automated camera monitoring is common in industrial quality assurance, including in ALD Vacuum Technologies’ equipment. In these systems, cameras monitor system conditions and detect irregularities in the evaporation and melting process at an early stage.
Integration of AOS and EB Vision Monitoring
Driven by advances in both image acquisition and image analysis, ALD Vacuum Technologies has developed a camera-based process monitoring system, ALD EXPERT – Advanced Observation System (AOS). Through the seamless integration of the EB Vision Monitoring module, a specially developed algorithm for automated image recognition, the operator receives continuous feedback on the ongoing melting and evaporation process, enabling rapid detection of deviations from the target process.
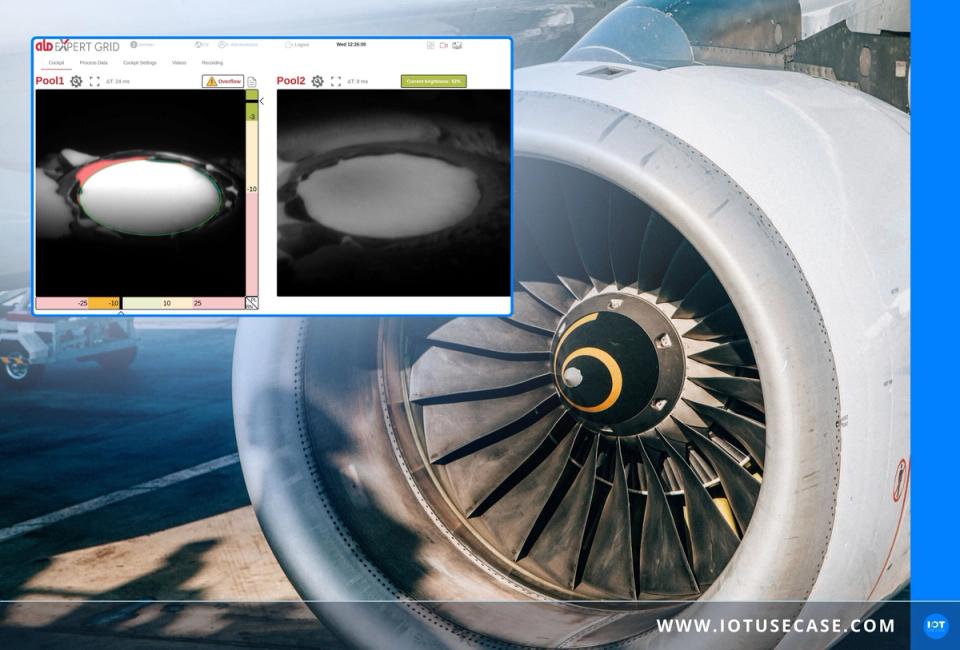
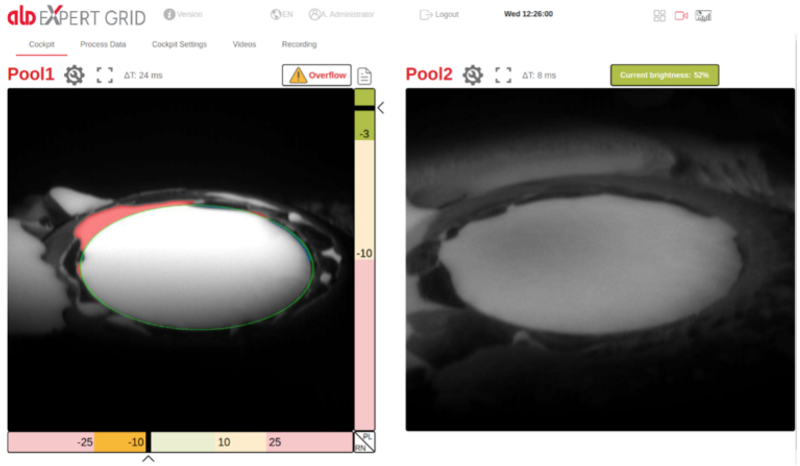
A specially positioned process camera is directed at the melt pool. The material is evaporated by an electron beam (the molten material is contained in a crucible referred to as the “pool”), and the resulting ceramic vapor cloud is used to coat the turbine blades with an ultra-thin ceramic layer. The camera continuously captures live images of the condition of the molten material. This makes it possible to observe changes in fill level, surface movement, and critical conditions, such as material overflowing the edge of the crucible.
Event-based image processing reduces data volume
The new camera software uses EB Vision Monitoring. It is based on real-time detection of changes in brightness and is well suited to melting and evaporation processes.
The camera sends a signal (an “event”) to the monitoring software only when there is an actual change in light intensity. This dramatically reduces data volume and speeds up processing. The systems require neither high-performance processors nor high-bandwidth networks. Vision Monitoring simplifies quality assurance where conventional image processing reaches its limits.
Real-time analysis of the melt pool and evaporation process
With the AOS upgrade to EB Vision Monitoring, camera images can be analyzed live directly during production, and key metrics (KPIs) can be continuously extracted from them. These are stored in a time-series database, enabling long-term analysis of all process data. The monitored KPIs are:
- Pool RoughnessThe nature of the movement of the pool surface. The value range extends from no pool movement to strong pool movement.
- Pool Level: The fill level of the pool is displayed on the right-hand side of the camera image.
- Overflow: As soon as the camera detects a critical overflow, a warning symbol appears above the pool.
With the new ALD EXPERT – EB Vision Monitoring module, ALD Vacuum Technologies’ camera-based process monitoring visually highlights key process information directly in the live image. The rim of the melt crucible, its fill level, and any potential overflow are color-coded. This supports the operator in monitoring the process and enables a rapid response to critical deviations.
The result: measurable quality and efficiency gains
ALD Vacuum Technologies’ camera-based process monitoring improves production quality and reduces costs for quality assurance and process control. By detecting deviations at an early stage, defective batches occur less frequently. As critical conditions can be detected and resolved more quickly, system downtime is also reduced.
In the long term, storing the KPIs in a time-series database enables data-driven optimization. Historical data provides insights into recurring patterns in process behavior. Deviations can be analyzed statistically and correlated with process events. On this basis, parameters can be adjusted in a targeted manner and process stability can be improved.
Summary of results
- •Reduced scrap through early fault detection
- •Reduced system downtime, resulting in cost savings
- •Data-driven improvement of process stability