

Solution Examples
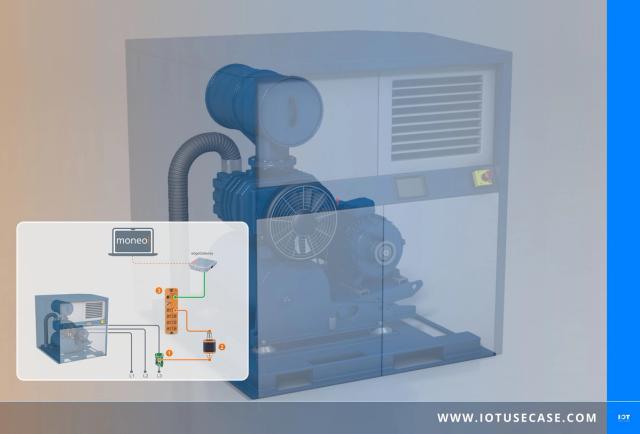

Detecting compressor operating states based on current consumption
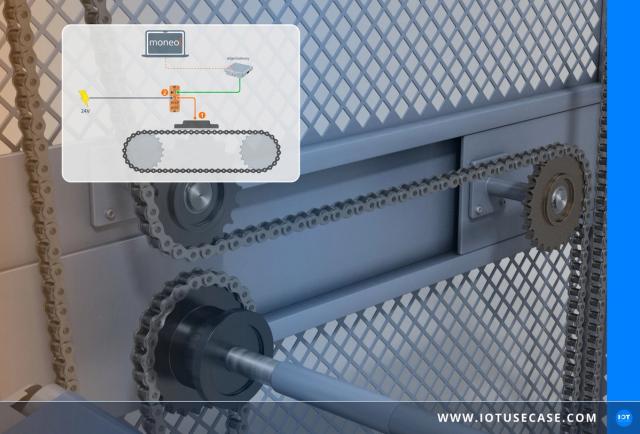



Roller chain monitoring via IO-Link to prevent downtime
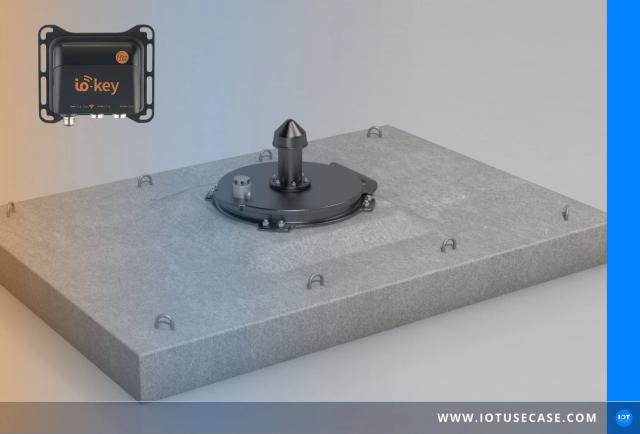

Water well level monitoring via IO-Link and cellular remotely

AI-supported level monitoring of casting resin drums

Monitor coolant and automate level checks

Control cabinet monitoring – protecting and monitoring components
Podcast Episodes
Direct Air Capture: From Pilot to Autonomous Industrial Scale
Greenlyte is transferring a direct air capture technology, originally validated in the lab, into real-world, scalable systems—from a 50 t CO₂/year pilot plant in Duisburg to a 1,500 t/year first-of-a-kind facility in Marl. The key challenge lies less in the core idea and more in its industrial implementation: fluctuating availability of renewable energy, varying environmental conditions such as temperature and humidity, and the combination of classical process engineering (absorption) with electrochemistry (desorption) require highly dynamic and robust process control. In addition, practical aspects such as reliable sensor performance under real-world conditions—e.g. foam formation or changing media properties—play a crucial role. From a technical perspective, Greenlyte relies on end-to-end digitalization from an early stage: sensors are connected via IO-Link, while parameterization and data access are handled remotely via ifm moneo. Centralized data management, reuse of parameter sets, and structured FAT/SAT testing enable rapid iteration and scaling. This is complemented by revision-based plant engineering, where changes are often implemented via configuration rather than code rollouts. The use case demonstrates how standardized field connectivity, remote service, and data-driven optimization help stabilize prototypes more quickly, accelerate commissioning, and lay the foundation for scalable plant fleets and efficient maintenance strategies.
Ensuring Quality with IoT: How RAFI and ifm Digitalize Injection Molding
How can manufacturers measurably improve quality, energy efficiency, and process stability in injection molding without disrupting production? RAFI and ifm share a hands-on example. They start with typical challenges: fluctuating mold temperatures, unclear cooling-water volumes, and rising compressed-air consumption. The goal is a stable process with clear quality metrics, shorter cycles, and lower energy demand. The solution combines ifm sensor technology with the moneo platform. Data on pressure, temperature, and flow are collected via IO-Link, aggregated in moneo, visualized, and analyzed. Dashboards and alarms make deviations visible, while early insights reveal concrete levers for optimization. Looking ahead, Asset Health modules for actionable recommendations and Remote Connect features will further enhance the setup. A must-listen for production managers, process engineers, and quality specialists aiming to advance data-driven quality assurance and energy monitoring in plastics manufacturing. If you want to learn which parameters really make the difference in practice—and how to move from raw signals to informed decisions—this episode is for you.