
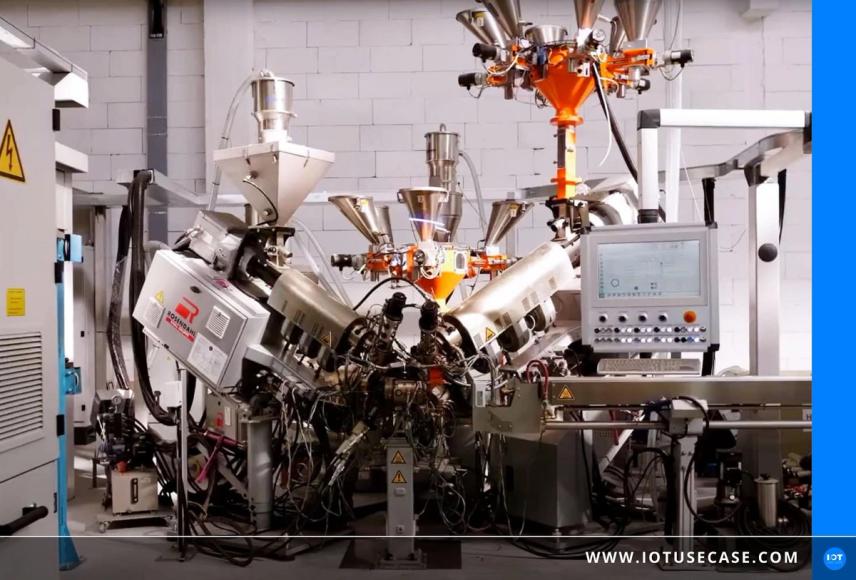
Production
Production is the functional area with the highest IoT density in industry – and at the same time the one where mistakes are most expensive. Unplanned machine downtime, creeping quality issues, excessive energy consumption, and a lack of real-time visibility: every production manager knows these challenges.
IoT doesn't transform production through large greenfield digitalization projects, but through the targeted use of sensors, connectivity, and data analytics on existing machines and systems. Condition monitoring, predictive maintenance, energy optimization, and track & trace are no longer buzzwords – they are standard practice in competitive manufacturing operations.
On this page you will find verified real-world examples from the IoT Use Case network: concrete projects from manufacturing, with real numbers, real challenges, and real results. No marketing. Only what actually works.
These challenges are driving IoT projects in production
Unplanned machine downtime and production losses
An unplanned production line shutdown costs anywhere from thousands to hundreds of thousands of euros per hour depending on the industry. Condition monitoring and predictive maintenance detect wear patterns, temperature anomalies, and vibration deviations early – before a failure occurs. This turns reactive repairs into scheduled maintenance windows.
Lack of visibility into machine utilisation and OEE
Many manufacturing operations don't know their actual overall equipment effectiveness (OEE) – because machine data isn't collected or analysed. IoT gateways and retrofit sensors provide real-time data on run times, downtime reasons, and cycle times without replacing existing machines. Even legacy machines without OPC-UA become transparent this way.
High energy consumption without visibility
Energy is the largest cost factor in manufacturing after personnel. Without machine-level energy measurement, energy efficiency is guesswork. IoT-based energy monitoring at machine level reveals peak loads, idle consumption, and savings potential – and simultaneously provides the data for ISO 50001 and CO₂ reporting.
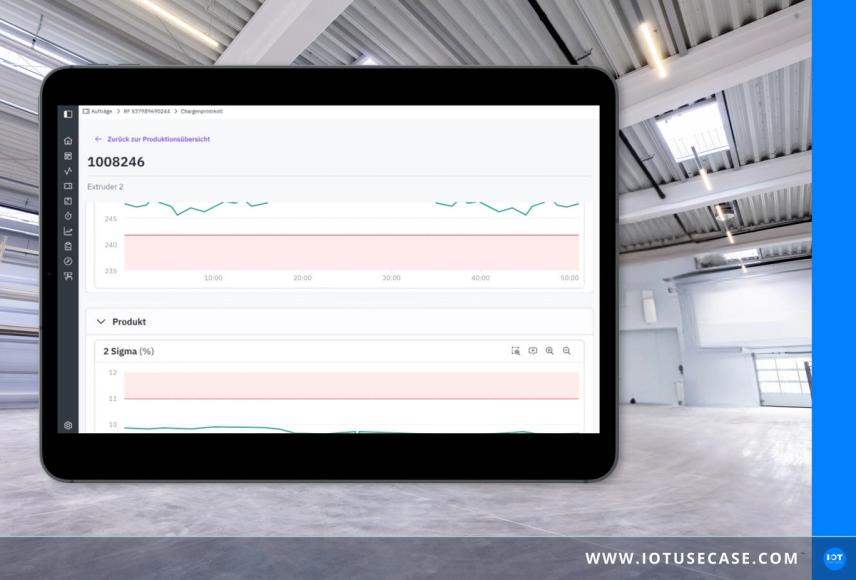
Quality defects and scrap in manufacturing
Quality problems often don't occur randomly – they emerge under specific process conditions such as excessive temperatures, pressure fluctuations, or tool wear. IoT sensors continuously capture these process parameters and correlate them with quality data. The result: early warning systems that reduce scrap before defective batches are produced.
Lack of traceability along the production chain
Regulatory requirements, product recalls, and customer demands make end-to-end traceability of components and batches mandatory. IoT-based track & trace – using RFID, barcode scanners, or vision systems – automatically documents every production step and eliminates manual paper documentation.
Heterogeneous machine landscape and missing data integration
Production facilities are grown structures: machines from different manufacturers, vintages, and protocols stand side by side. Industrial IoT platforms and edge gateways bridge this heterogeneity – from OPC-UA and Modbus to proprietary interfaces – and consolidate data in a unified data layer without replacing existing systems.
Real-world solution examples in the Production functional area
































































Packaging printing with real-time data: more first-time-right, fewer downtimes















































































Making data-based decisions – with real-time monitoring and system integration
































Detecting unused compressor runtimes and leakages with a scalable IoT platform






































































Open source: data acquisition and visualisation for sustainable gas production











































































































































































































IoT in Production: What Actually Works in Practice
The manufacturing industry is under enormous pressure: rising energy costs, skilled labour shortages, shorter product lifecycles, and growing quality requirements. IoT solutions help make production processes more transparent, more efficient, and more resilient – without completely replacing the existing machine landscape.
Typical Application Areas
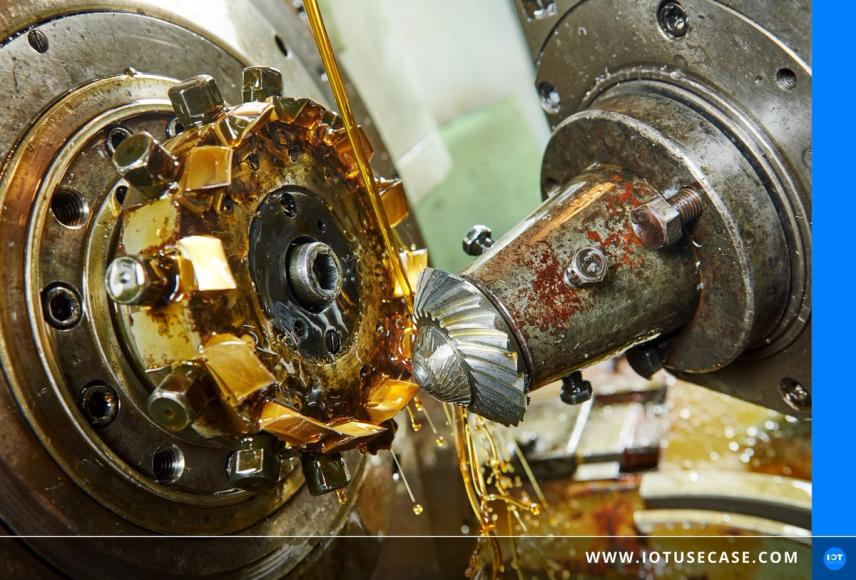
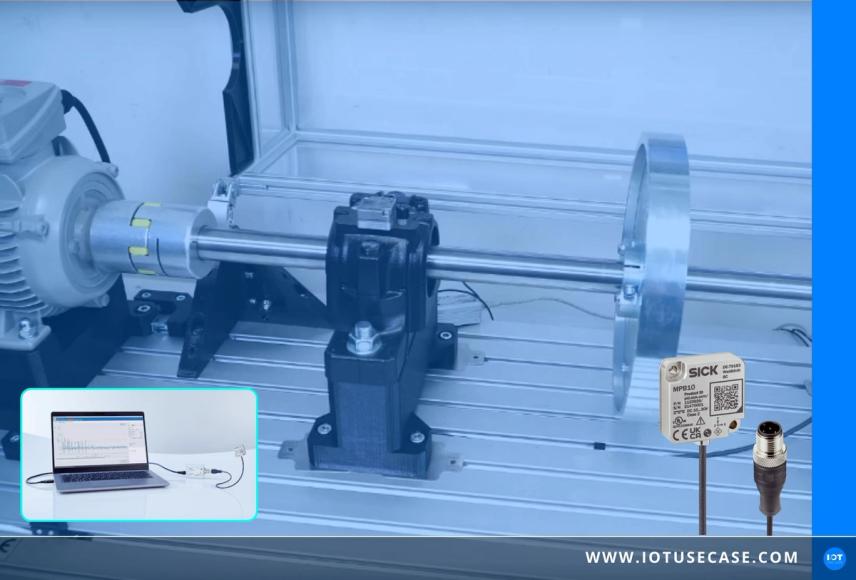
Condition Monitoring and Predictive Maintenance
Vibration, temperature, and current sensors continuously monitor the condition of motors, pumps, compressors, and machine tools. Deviations from the normal state are automatically detected and issued as alarms or maintenance notifications. The result: planned maintenance instead of unplanned downtime, longer service lives, and lower spare parts costs.
OEE Monitoring and Machine Visibility
Overall equipment effectiveness (OEE) is the most important metric in manufacturing – but very few operations capture it automatically. IoT gateways and retrofit solutions connect to existing machines via OPC-UA, Modbus, or simple digital I/O signals and deliver run times, output counts, cycle times, and downtime reasons in real time. Dashboards make bottlenecks immediately visible.
Energy Monitoring at Machine Level
Power and energy meters directly on the control cabinet or via clamp-on sensors on cables capture the energy consumption of individual machines and plant sections. This allows peak loads to be specifically reduced, idle periods to be identified, and savings potential to be quantified. The data simultaneously serves as the basis for ISO 50001, CO₂ footprint calculations, and sustainability reporting.
Quality Assurance and Process Monitoring
Temperature, pressure, fill level, humidity, and other process parameters are captured by sensors and correlated with quality outcomes. This creates a data-driven early warning system: when process parameters drift into critical ranges, production is stopped or adjusted – before defective parts are produced. This measurably reduces scrap rates.
Track & Trace in Manufacturing
RFID tags, barcode scanners, and vision systems track workpieces, batches, and containers through the entire manufacturing process. Every step is automatically documented – which machine, which timestamp, which material. This creates complete traceability for audits, product recalls, and quality certifications without manual data entry.
What Sets IoT in Production Apart from Other Areas
In production, milliseconds and cents count. IoT solutions here must not only work, but be robust, low-maintenance, and operational in harsh environments: dust, vibrations, temperature fluctuations, electromagnetic interference. At the same time, they must integrate into existing MES, ERP, and SCADA systems without disrupting production.
The most common mistake: starting too big. The most successful production IoT projects start with a clearly defined problem at one machine or line, demonstrate measurable ROI quickly, and then scale. Pilot over full project – that is the pattern that works.
Real-World Examples from the IoT Use Case Network
In our network you will find concrete, verified solution examples from the manufacturing industry – from condition monitoring on injection moulding machines and OEE dashboards for mid-sized operations to track & trace in automotive supply chains and energy monitoring in food production. Every example shows which technologies were used, what challenges existed, and what was concretely achieved in the end.
No marketing fluff. Only practice.
Implementing IoT in production – we can help
Are you planning an IoT project in manufacturing, or do you want to become visible as a solution provider in the production space? We help you find the right partners, present solutions in a practical way, and reach real end users.
Get in touch